Nopea ja kestävä pinnoitusmenetelmä auttaa teollisuutta suojaamaan koneita korroosiolta ja kulumiselta

Suurnopeuslaserpinnoitus (Extreme High-Speed Laser Cladding, EHLA) on korkean materiaalitehokkuuden pinnoitusmenetelmä, joka yhdistää laserpinnoituksen ja termisen ruiskutuksen hyvät puolet. EHLA-menetelmällä voidaan valmistaa sulaliitoksella kiinnittyviä ohuita ja täysin tiiviitä korkealaatuisia metalli- ja metallimatriisikomposiittipinnoitteita erilaisten metalliseosten päälle suurella tuottavuudella. Pinnoitusta valmistuu noin neliön verran tunnissa.
– Menetelmässä yhdistyvät termisen ruiskutuksen suuri tuottavuus, korkea pinnanlaatu ja alhainen lämmöntuonti laserpinnoitteen erinomaiseen kiinnipysyvyyteen ja korroosionsuojauskykyyn, selvittää yliopistotutkija Jari Tuominen, joka vetää NOPSA – Nopeasta pinnoitusmenetelmästä etua teollisuuteen -hanketta Tampereen yliopistossa.
Menetelmän on alun perin kehittänyt saksalainen Fraunhofer-instituuttti ja se perustuu perinteiseen laserjauhepinnoitukseen. Laserjauhepinnoituksen etuja ovat monipuolinen lisäainevalikoima sekä mahdollisuus sekoitella jauheita keskenään ja lisätä niihin kovapartikkeleita, kiinteitä voiteluaineita ja ytimenmuodostajia haluttujen ominaisuuksien saavuttamiseksi.
EHLA-menetelmän olennaisin ero perinteiseen laserjauhepinnoitukseen on korkeampi tehotiheys (W/mm2), joka saavutetaan käyttämällä pienempää polttopistettä (Ø1-2mm). Korkea tehotiheys mahdollistaa suuret liikenopeudet (~20-100m/min), jonka ansiosta voidaan valmistaa ohuita (0.1-0.5mm) yksikerrospinnoitteita alhaisella seostumalla. Lähtöaineena käytettävän jauheen pieni partikkelikoko (10-50µm) mahdollistaa jauhesuihkun kohdistamisen tarkasti myös pienempään polttopisteeseen.
– Maailmalla EHLA-menetelmä korvaa jo ympäristölle ja ihmiselle haitallisen kovakromauksen. Menetelmä on ympäristön kannalta kestävämpi valinta, koska se on materiaalitehokas eikä aiheuta välittömiä päästöjä ympäristöön, kertoo Tuominen.
Suurnopeuslaserpinnoituksella moninkertainen kovuus verrattuna kulutusta kestäviin teräksiin
NOPSA-hankkeessa tutkijat selvittävät EHLA-menetelmän mahdollisuuksia erilaisten korroosionsuoja- ja kovapinnoitteiden valmistamiseen sekä vaurioituneiden koneenosien korjaukseen tai uudelleenvalmistukseen. Tammikuussa 2022 alkaneessa hankkeessa on tähän mennessä valmistettu esimerkiksi nikkelipohjaisia korroosionsuojapinnoitteita terästen (S355, 42CrMo4) ja valurautojen päälle.
Pinnoitteiden tutkimisen ja valmistamisen lisäksi tutkitaan menetelmän soveltuvuutta metallien 3D-tulostukseen suorakerrostamalla.
– Siirrämme saatavan tietämyksen nopeasti muun muassa kaivos- ja porauslaitteita, voimalaitoksia, voimansiirtoakseleita ja vaihteita valmistavaan sekä moottoreita ja puunjalostusteollisuuden komponentteja huoltavaan teollisuuteen, Tuominen sanoo.
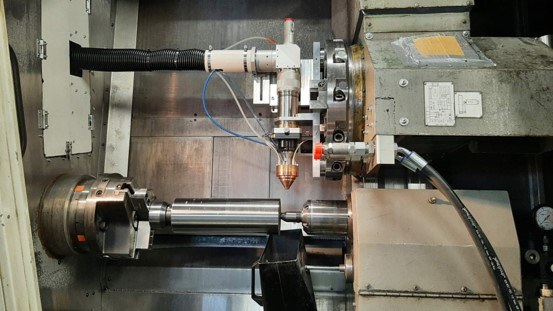
Tampereen yliopiston EHLA-laitteisto koostuu CNC-ohjatusta sorvista, noin yhden mikrometrin aallonpituudella toimivasta jatkuvatoimisesta kuitulaserista (3kW), kahdella jauheensyöttösuppilolla varustetusta jauheensyöttimestä sekä koaksiaalisesta jauhepinnoituspäästä. Tasomaisten kappaleiden pinnoituksessa pinnoitettavan kappaleen liikuttelulaitteena käytetään rinnakkaisrakenteista robottia. Kaksi jauheensyöttösuppiloa mahdollistaa esimerkiksi erilaisten monimateriaali- ja gradienttirakenteiden valmistuksen jauhesuhteita lennossa muuttamalla.
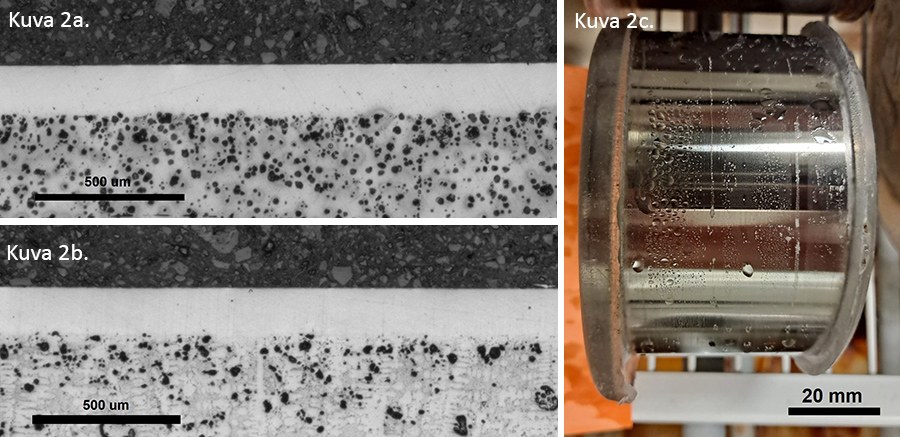
Alla olevassa kuvassa näkyy poikkileikkauksia koneistetuista Inconel 625 -pinnoitteista pallo- ja suomugrafiittivalurautojen päällä. Pinnoitteiden paksuus on noin 170–180 µm ja rautapitoisuus noin 2–3 painoprosenttia. Lämpövaikutusvyöhykkeen (HAZ) syvyys on muutamia kymmeniä mikrometrejä. Pinnoitteiden korroosionsuojauskyky on varmennettu 750 tunnin suolasumutestissä.
Kovapinnoitepuolella on valmistettu kromikarbidi- ja wolframkarbidi-nikkelimatriisipinnoitteita S355- ja 42CrMo4-terästen päälle (Kuva 3).
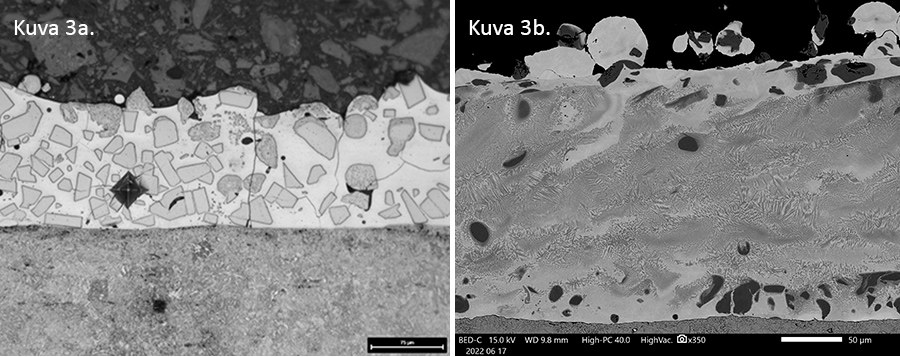
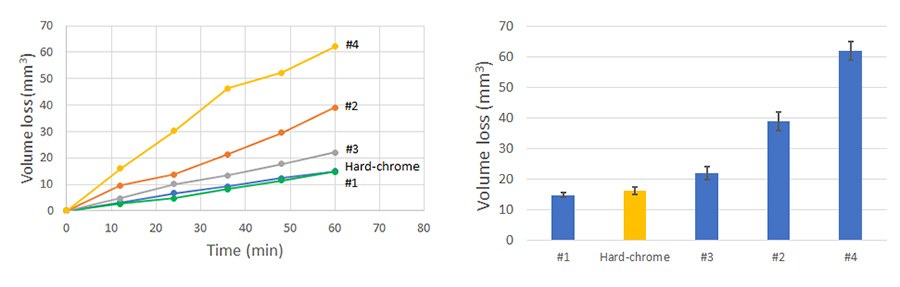
Pinnoitteiden mikrokovuus on yli 1000 Vickersiä, joka on 2–3-kertainen kulutusta kestäviin teräksiin nähden. Karbidiosuutta säätämällä on pinnoitteiden kulumiskesto saatu vastaamaan kovakromin (~950 HV0.3) kulumiskestävyyttä kumipyöräabraasiokokeessa.
NOPSA-hanketta rahoittaa Euroopan aluekehitysrahaston REACT-EU osana Euroopan unionin COVID-19-pandemian johdosta toteuttamia toimia.
Lisätiedot
Jari Tuominen
040 849 0196
jari.tuominen [at] tuni.fi (jari[dot]tuominen[at]tuni[dot]fi)





